
Our Technologies
チャレンヂの特長
製品の試作から量産化まで、
最適な工法と高度な技術力で応えます
最適な工法と高度な技術力で応えます
選べる3つのカーボンコンポジット技術
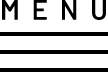
PCM工法(Prepreg Compression Molding)
三菱ケミカルと共に開発した、中量生産(~3,000台/月)に対応可能なハイサイクル成形工法です。
速硬化プリプレグをプリフォーム化した後、高温/高圧下で成形します。
短い成形時間で良好な外観が得られ、低コストで高品質、高性能な製品が実現できます。
金属やCF-SMCなどとのハイブリッド成形も可能です。
試作費低減を狙い、試作時は安価な型を使用できるオートクレーブ工法を用い、スケールアップ量産時にはPCM工法へ移行することも可能です。
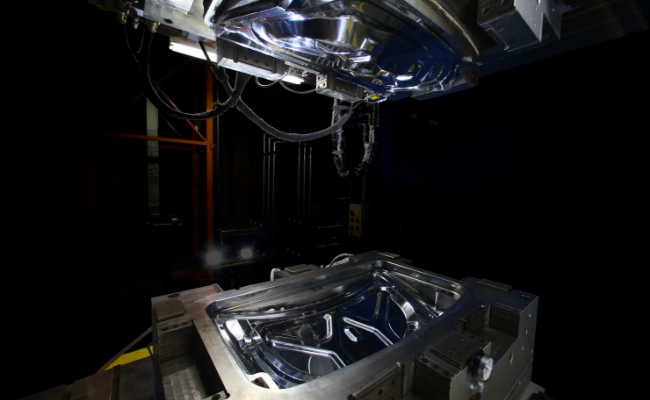
- 製品例
-

自動車用ルーフ
©日産自動車 -
X線装置カセッテ・フロント板
- 成形条件
- 5分で硬化、成形温度130~150℃、成形圧力1~10MPa
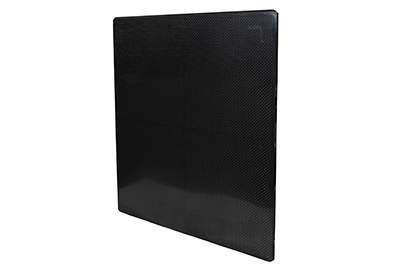
オートクレーブ工法(Autoclave Molding)
オートクレーブとは、簡単に言うと大型圧力装置のことです。
1980年代より約40年の歴史を有し、レース車両や自動車の純正部品まで、幅広く採用されてきた代表的な工法です。
習熟した作業者がプリプレグを裁断、型に積層し、バギングフィルム(真空状態を作る為のフィルム)を使用して型内のプリプレグを密閉し、減圧させて型ごとオートクレーブに入れ、圧力を掛けて加熱硬化させます。
形状自由度が高く、高品質、高性能な製品製造に適しており、試作品1個から月産300個程度の少量生産向きの工法です。
- 製品例
-

自動車ボンネット
©ノルドリンク -

自動車リアウィング
©ノルドリンク -

自動車コンソール
©ノルドリンク
- 成形条件
- 4時間で硬化、成形温度80~180℃、成形圧力0.1~0.6MPa
CF-SMCプレス工法(CF-SMC Compression Molding)
カーボン短繊維を熱硬化性樹脂に含浸させたシート状の材料(CF-SMC:シートモールディング・コンパウンド)を用い、熱プレス成形機で賦形するハイサイクル成形工法です。
短く裁断されたカーボン繊維を使用する為、剛性や強度など他の工法までの物性は望めませんが、成形サイクルが短く、大量生産向きの低コスト工法です。
- 成形条件
- 5~10分で硬化、成形温度130~150℃、成形圧力3~10MPa